Les fabricants d’instruments de musique iranienne étaient en général, pour des raisons religieuses et sociales, Arméniens ou Juifs, car l’autorité religieuse s’est toujours montrée hostile à la pratique musicale, ainsi donc qu’à la fabrication des instruments et bien sûr à leur commercialisation.
Malgré le goût des Persans pour la musique et son utilisation dans les cérémonies, les métiers de musicien et de luthier ont toujours été, jusqu’aujourd’hui, mal considérés. Ils étaient donc principalement devenus le monopole des communautés non musulmanes.
Pour le santur, les Arméniens ont montré une grande habileté et beaucoup d’initiative ; le premier fabricant connu de santur est arménien. Avant 1940 (date de la création de la Radio Nationale iranienne), « les fabricants de santur n’étaient pas des spécialistes mais plutôt des luthiers qui construisaient principalement des luths târ et des luths setâr ». Jusqu’à cette nouvelle période de la musique iranienne, le santur était très peu connu comme instrument de musique classique et/ou urbaine.
On ignore qui fabriqua les premiers santur iraniens ; il semble que les Indiens exportaient le santur en Iran et qu’un maître indien vivait à la cour de Mohamad Shâh (1834-1848). Ce dernier avait un élève ayant pour nom Hassan Ali Khân, dont le fils, Ali Akbar Shâhi (1857-1923), devint un grand maître de santur. Après le massacre des Arméniens en Turquie, beaucoup d’entre eux émigrèrent en Iran et de nombreux apprirent le métier de luthier, que certains pratiquaient déjà en Turquie. Markâr et son père Khatchik fabriquèrent plusieurs santur acquis par des maîtres iraniens. Depuis ce temps, les fabricants de santur de Téhéran furent les élèves des Arméniens, comme Seifolla Khân Esfahâni ou Léon Bâqdâsâriân. C’est ce dernier qui ajouta un sixième pétale aux fleurs perçant en deux endroits la caisse de résonance, modification conservée jusqu’à ce jour, dont on dit qu’elle avait été initiée d’après le symbole de l’étoile de David à six branches.
Somâ’i fut le premier santuriste à se produire en direct à la Radio Nationale ; il encouragea l’un de ses élèves, Mehdi Nâzemi (1912-1983), à se lancer dans la fabrication de santur, ce qui le fit devenir le plus grand fabricant de l’histoire du santur iranien.
Ce n’est donc qu’après 1940 que certains luthiers ont commencé à se spécialiser dans la fabrication du santur et certains, comme Nâzemi, sont même devenus réellement réputés. Puis d’autres luthiers, parfois inspirés par la lutherie occidentale, créèrent des instruments nouveaux, souvent fort complexes et peu appropriés au jeu traditionnel ; c’est le cas, par exemple, du fameux santur chromatique fabriqué en1958.
Finalement, après quelques expérimentations, comme l’introduction de l’instrument au sein d’un orchestre symphonique, les instrumentistes n’ont pas continué à utiliser ces créations.
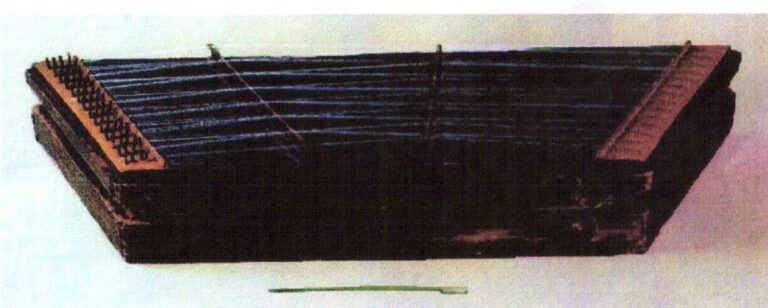
Le santur est généralement fabriqué en bois de noyer, de mûrier, d’abricotier, de chêne, d’olivier ou d’oranger amer. Il est très important de connaître le bois car il doit résister à la tension des cordes et ne pas se déformer. Pour chaque partie de l’instrument, on choisit des parties différentes du tronc de l’arbre. Leur utilisation dépend du savoir-faire de chaque luthier. Il faut que ces bois soient très secs, pour éviter certaines déformations.
Les luthiers insistent sur trois points essentiels :
le choix et l’ancienneté du bois,
La façon de le raboter,
L’installation des ponts (ce qui sépare deux planches).
Il y a deux façons de sécher le bois :
• naturellement : on le laisse sécher dans la nature pendant un ou deux mois, parfois pendant des années. On met le bois sous des excréments d’animaux. L’humidité du bois doit rester entre 12 et 15% mais il est préférable de le laisser pendant des années pour que l’humidité parvienne à 10,5%.
• artificiellement : on sèche le bois avec des produits chimiques.
La coupe du bois
On coupe d’abord l’arbre sur place et on l’apporte à l’usine. On le coupe en deux dans le sens de la longueur, et ces deux moitiés sont encore coupées en deux pour obtenir quatre morceaux.
Au moment de la coupe, le bois contient environ 30% d’humidité. La première étape de la fabrication est celle du kalâf, le cadre de la caisse de résonance qui donne l’épaisseur de l’instrument.
Il est composé de quatre parties ou côtés : le petit côté, le grand côté, le côté droit oblique et le côté gauche oblique. L’épaisseur du bois sur les côtés droit et gauche est plus importante que sur les deux autres côtés, en raison de la présence des chevilles.
Au milieu du plus long côté du kalâf, on réalise un trou rond de deux centimètres, pour établir une relation entre l’intérieur et l’extérieur, ce qui permet de faire bouger les « ponts » qui sont à l’intérieur de l’instrument. Certains luthiers font ce trou au milieu du côté le plus court du kalâf. La hauteur du kalâf correspond au tiers de la longueur de la base inférieure du trapèze. Étant isocèle, à partir de la longueur de la base inférieure et la hauteur, on obtient automatiquement la longueur des trois autres côtés. L’angle entre la grande base et chacun des côtés est de 45°. Pour le collage des quatre parties du kalâf, certains luthiers préfèrent fabriquer leur colle eux-mêmes, à la façon des anciens.
Les mesures du kalâf
Le côté le plus long mesure 90 centimètres, le plus court 36 centimètres. Leur hauteur est de 5 centimètres. Les deux petits côtés mesurent 32 centimètres. L’épaisseur des deux parties est de 5 centimètres, et celle des petits côtés légèrement supérieure, pour permettre l’emplacement des chevilles d’un côté et des clous de l’autre.
On commence par préparer les deux planches de la table. On colle d’abord celle du dessous, qui a une épaisseur de 7 à 9 millimètres. Le rabotage qui donne l’épaisseur est très important. On prépare la planche du dessus dont l’épaisseur est de 10 centimètres.
On commence à raboter pour arriver à l’épaisseur idéale qui est très légèrement plus importante (environ 2 millimètres) au milieu que sur les bords, à cause de la pression supplémentaire agissant au milieu de la table.
Le placement des chevilles
Elles sont en acier, de forme conique et se trouvent sur le côté droit oblique de la caisse de résonance. L’extrémité d’une cheville comporte un petit trou, qui sert à attacher la corde, et prend une forme carrée ou rectangulaire qui lui permet d’épouser celle de la clé d’accord. Ces chevilles ressemblent à celles du piano. Auparavant, on utilisait des clous et un marteau pour les enfoncer dans le bois, maintenant on utilise des perceuses de forme conique. La place de la première rangée de chevilles (cordes en laiton) est à 18 millimètres du bord du coin inférieur. La première rangée du coin supérieur est à 28 millimètres du bord (cordes en acier). La longueur des chevilles est de 60 millimètres, dont 25 millimètres entrent dans le bois et 35 millimètres sont à l’extérieur.
Les âmes (placement des ponts)
Le pont est un petit morceau de bois de l’épaisseur d’un crayon (10 millimètres environ) et de 50 millimètres à 55 millimètres de haut. On l’appelle « pont » car il garde la tension de la table. La hauteur du pont a toujours 1 à 1,5 millimètres de plus que la largeur du kalâf. Dans un santur, on trouve normalement entre 3 et 5 ponts et un pont de réglage du son. Ce pont est mobile, donc non collé.
En utilisant le trou d’accès, on le fait bouger avec une sorte de pince pour trouver la place idéale qui déterminera la sonorité. Aujourd’hui, on colle 4 ponts et un 5e pont reste mobile. L’emplacement des ponts est primordial, pour éviter des résonances inutiles. Le luthier qui a inventé ce système de réglage s’appelle Nâzemi, avant lui on utilisait un pont rigide en forme de peigne sur toute la largeur de la table.
Les deux fleurs du santur (les ouïes)
Ces deux fleurs, qui permettent une meilleure circulation de l’air et du son, se trouvent sur la partie haute du santur, à droite et à gauche. Leurs dimensions sont de 52 millimètres et le cœur rond a 26 millimètres de diamètre.
Le sillet (sheytânak, « petit diable »)
Le rôle du sillet, ou tige de métal en acier, est d’éviter que les cordes n’abiment le bois et de rendre le son plus clair.
zeh’vâr
Cette tige en acier est insérée dans une pièce en bois finement creusée où passent les 4 cordes. Cette pièce de bois, dont la longueur est celle du côté de l’instrument (38 centimètres), à 1 centimètre d’épaisseur et 6 millimètres de hauteur. Pour situer l’endroit de l’insertion des cordes, on les laisse en liberté sur les chevalets. Ce sont elles qui indiquent leur place, et on entaille cet emplacement avec une scie très fine.
sim’gir (attaches des cordes)
Le côté gauche oblique, qui relie les deux bases entre elles, est symétrique de son homologue droit, sauf qu’il comprend les clous d’insertion des cordes à la place des chevilles. Les clous sont en acier, ont une longueur de 2 à 3 centimètres et sont insérés entre 6 et 7 millimètres dans le côté gauche oblique de la caisse…

{kind=link}